




铸铁平台铸造注意事项
文章摘要:
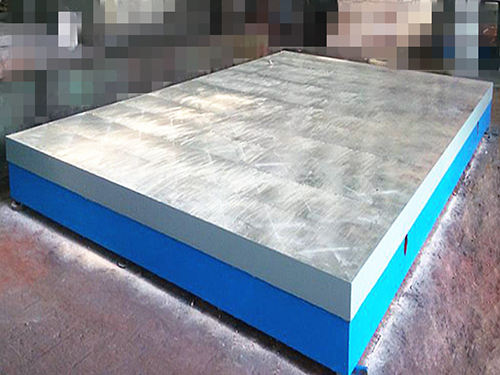
铸铁平台运用HT200材质铸造,作业面选用人工刮研工艺,作业面上可加工T型、V型、U型槽,也可打圆孔、条形孔。主要用于工件检测或划线,是一种平面其准用具。 生产工艺流程: 1、...
铸铁平台运用HT200材质铸造,作业面选用人工刮研工艺,作业面上可加工T型、V型、U型槽,也可打圆孔、条形孔。主要用于工件检测或划线,是一种平面其准用具。
生产工艺流程:
1、铸铁平台机械加工:外观查验并划线、在机床上工件、加工、查验、回火;
2、铸铁平台毛坯:按技术要求制图纸、按图纸制作木型或泡沫型、配料、造型、烘干、浇铸、落沙、整理、查验毛坯的各部位;
3、铸铁平台工件调平、人工刮研、查验科查验;
4、铸铁平台上机床、按图纸要求加工、送查验科查验;
5、铸铁平台的外观处理、喷漆、包装、入库。

铸铁平台的切削加工性及基准面:在机械生产中,为了稳定铸件尺寸,常将铸件在室温下长时刻放置,然后才进行切削加工。这种措施也被称为时效。但这种时效不属于金属热处理工艺。在铸铁平台生产中,为了铸铁平台在长时刻运用中尺寸、形状发生变化,常在低温回火后精加工前,把平台从头加热到100-150摄氏度,保持 时刻,经过这种时效处理来稳定平台的质量。
铸铁平台铸造时的注意事项:铸造碾砂过程的操控,型砂的性能将直接影响量具铸件的质量,因而,型砂应该具有良好的透气性,湿强度、流动性、可塑性和让步性等。严厉按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时刻定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提高透气性、流动性等。铸造浇注过程的操控。浇注前要对铸水进行孕育和扒渣处理。在浇注过程中要不断流、平稳,以防止冲砂而形成砂眼。跑火时要及时堵住漏铸水的部位,并补足铸水,以减少冷隔、浇缺乏等缺点。铸造整理过程的操控,整理过程是量具铸件冷却后从铸型中整理量具铸件,以取得外表无缺点的量具铸件。



